Дөңгелек тістердің ролик қабығы



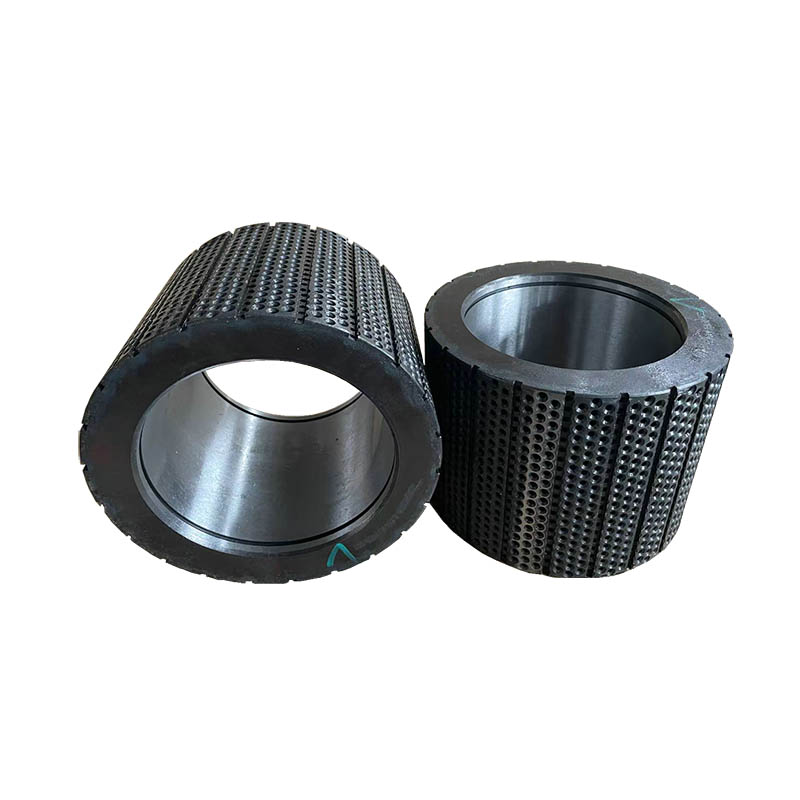
Түйіршік өндіру өнеркәсібінде сақиналы штамп немесе жалпақ штамп түйіршіктеу машиналары ұнтақталған материалдарды түйіршік беру құралына басу үшін кеңінен қолданылады. Жалпақ және сақиналы штамптардың екеуі де материалды тиімді жұмыс күйіне түсіру және оны пішінге келтіру үшін қысым роликі мен штамптың салыстырмалы қозғалысына сүйенеді. Бұл қысым роликі, әдетте қысым роликінің қабығы деп аталады, сақиналы штамп сияқты түйіршік диірменінің негізгі жұмыс бөлігі болып табылады және сонымен қатар тозатын бөліктердің бірі болып табылады.



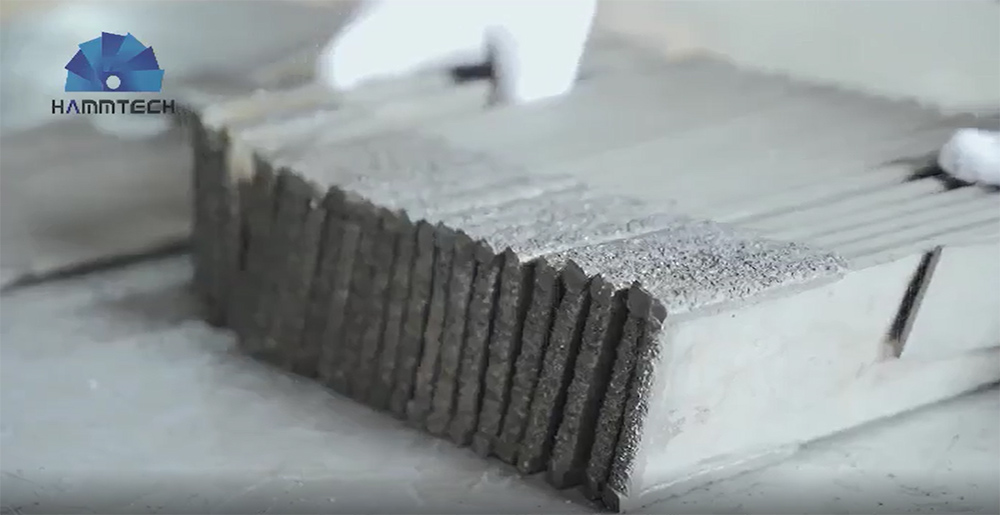
Гранулятордың қысым роликі материалды сақиналы қалыпқа сығу үшін қолданылады. Ролик ұзақ уақыт бойы үйкеліс пен қысу қысымына ұшырағандықтан, роликтің сыртқы шеңбері ойықтарға өңделеді, бұл тозуға төзімділікті арттырады және бос материалды оңай ұстауға мүмкіндік береді.
Роликтердің жұмыс жағдайлары сақиналы қалыпқа қарағанда нашар. Роликтердегі шикізаттың қалыпты тозуынан басқа, шикізаттағы силикат, құмдағы SiO2, темір үгінділері және басқа да қатты бөлшектер роликтердің тозуын күшейтеді. Қысым роликі мен сақиналы қалыптың сызықтық жылдамдығы негізінен бірдей болғандықтан, қысым роликінің диаметрі сақиналы қалыптың ішкі диаметрінен небәрі 0,4 есе, сондықтан қысым роликінің тозу жылдамдығы сақиналы қалыпқа қарағанда 2,5 есе жоғары. Мысалы, қысым роликінің теориялық жобалау мерзімі 800 сағатты құрайды, бірақ нақты пайдалану уақыты 600 сағаттан аспайды. Кейбір зауыттарда дұрыс пайдаланбау салдарынан пайдалану уақыты 500 сағаттан аз, ал істен шыққан роликтерді бетінің қатты тозуына байланысты жөндеу мүмкін емес.
Роликтердің шамадан тыс тозуы түйіршік отынының қалыптасу жылдамдығын төмендетіп, өндіріс шығындарын арттырып қана қоймай, сонымен қатар өнімділікке тікелей әсер етеді. Сондықтан түйіршік диірменінің роликтерінің қызмет ету мерзімін тиімді түрде қалай ұзарту керектігі сала үшін үлкен алаңдаушылық тудырады.